





行業動態
【大華科技】玻璃器皿常規檢驗測量工具的使用
發布時間:2017-08-23 10:10:19
作者:質檢部 王瑜
一、 鋼板尺
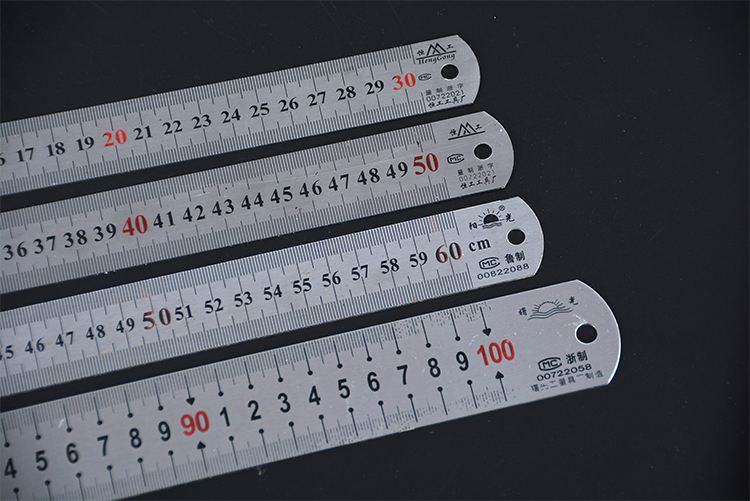
鋼板尺是用來測量高度、口徑和底徑的(最小值0.5MM,最大值300MM)。
使用方法:測量前檢查是否”0”刻度磨損,整體彎曲變形。測量時尺子和被測物要放在同一平面上,且尺子與被測物保持垂直不歪斜,讀數時要正視。
二、 游標卡尺

游標卡尺是用來測量口厚、底厚、挺徑以及最大徑、碗深的(最小值為0.02MM,最大值分別為150MM/200MM/300MM)
使用方法:測量前松開緊固螺釘,將尺框平穩拉開。檢查“0”刻線對齊。測量時,應平穩推移,拉開尺框,使兩側與被測物件表面貼合。讀數時,目光正視線面,避免視差;測量深度時,應使用尺身尾端,測量面和被測物件表貼合,同時測深度桿與被測物件底面相垂直。
讀數方法:先讀游標“0”位前尺身上刻度的整數(MM),再讀出游標與尺身刻度對齊的刻線格數,乘以游標數值的小數值,然后兩數相加
三、 測厚卡規

測厚卡規是用來測量游標卡尺測不到點的厚度(如杯身中間)
使用方法:使用前檢查刻度盤螺釘有無松動現象,若有做適當固定,指針要與“0”位對齊,兩觸點要自然緊挨、無錯位、叉開現象;使用時,握住手柄緩慢加力使兩觸點叉開,切記不能用力過大,將被測物體放在中間再慢慢松開手柄,使用觸點與被測點垂直緊挨;讀數時,指針所指刻度的數值就是被測點的厚度。
四、 臺稱

臺稱是用來測量產品的重量
使用方法:使用前,用螺釘把“十字托架”擰緊于框架上,放上承重盤。檢查指針是否對正“0”位,如有偏差,可轉動“調節螺母”調指針到“0”位方可使用。使用時,應放在堅固平整的平臺上。使用中,物品應輕放于承重盤中心位置,盡量避免撞擊稱量物品,不得超過額定的最大稱量。使用中,應經常檢查指針對“0”位有無變動如有變動,可重新調整至“0”位,不稱的零件不得任意拔弄或自行拆裝,否則會影響使用精度與壽命
五、 超聲波測厚儀

超聲波測厚儀是用來測游標卡尺和測厚卡規也測不到的點的厚度
使用方法:
1、 各操作鍵的功能
ON/OFF 電源開關
△ 增大輸入參數的數值
▽ 減小輸入參數的數值
S.V 設置聲速值
ALR 設置上下限報警值
CAL 5MM試塊校準
T/V 厚度/聲速測量狀態轉換
A、 聲速設置
按S.V鍵,機內存儲的聲速值顯示出來用△、▽鍵將顯示值調整到被測材料聲速值得。再次按S.V鍵,新設置的聲速值即存入機內,儀器自動轉換到厚度量狀態
B、 校準
按CAL鍵,儀器顯示CAL5.0MM
將探頭按在機上涂上適量耦合劑的5MM試塊上,儀器發出“嘟”一長聲,校準即告完成,此時“CAL”標志消失,儀器自動轉換到厚度測量狀態。
以上步驟公在需要時進行,通常情況下開機后即可直接進行厚度測量不需要重復校準。玻璃的聲速值是5440m/s
C、 厚度測量
被測件表面涂耦合劑后,當探頭與被測物表面耦合劑良好后,儀器顯示↘↗耦合標志,隨后厚度值得即顯示出來并伴一“嘟”聲。
2、 上、下限報警值設定
按“ALR”鍵,報警上限值及“MAX”標志顯示出來,用△▽鍵改變到需要的數值。再次按“ALR”鍵,報警上限值存入機內,報警下限值存入機內,儀器轉入測量狀態。
當測量值大于上限值或小于下限值時,儀器會連續的“嘟”告知測量者測量值已超限。
3、 自動關機
使用完畢,若不按ON/OFF鍵,則2分鐘后自動關機
關機后所有輸入數據將被保存了,下次開機后,不必重新設置
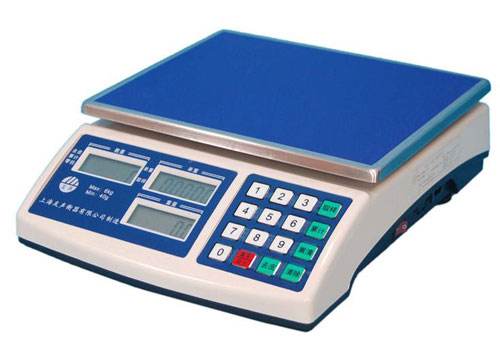
六、 電子稱
電子稱是用來測量比較輕的產品的重量(最小1克,最大2千克); 它共有5個按鍵,上2個、下3個,上:左邊是按時間、右邊是按測重量的開關,按開時會顯示4個8888字,2秒鐘變為0千克時,說明電子稱正確;下左:第一、右第三是調克位一般不用,常用中間按鍵是歸“0”位或除皮作用。